|

| |
今月は自分がいつもしている鉋の台の掘り方です。
先日コラムの掲載のために、
【寸八】裏座付き2枚刃の台掘りの様子を写真におさめてもらいましたので紹介します。
この鉋は大工が一番よく使う大きさで、自分は墨つけから鉋くずが出るようになるまで
大体1時間くらいで仕込みます。
はじめに


【サイズ】
私は一般的なものより台を薄く、長く仕込みます(図)。
|
一般的な鉋 |
私の鉋 |
| 台の厚み |
1寸2分(36mm) |
1寸(30mm) |
| 台の長さ |
9寸(27cm) |
尺3寸(役40cm弱) |
私は家具などにナラ材をこのんで良く使うのですが、
既製品の鉋の台ではナラやケヤキのような固い木はきれいに仕上がらない。
このことに以前から疑問を抱いていて、普段使いの鉋でよりレベルの高い削りが出来るように。
このサイズは 自分なりに徹底的に研究し、より安定してフラットに削れる長さ、
木の状態(節の有無やかかりの善し悪しの反応など)がより手にダイレクトに伝わる薄さのバランスから
導き出した結果です。日本の木に鉋で仕上がらない木はない、というのが私の信念です。
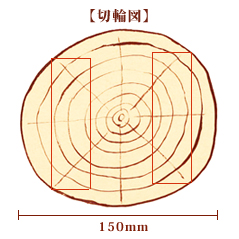
【材料】
 鉋の台には割れにくく扱いやすい、 鉋の台には割れにくく扱いやすい、
福井や京都の日本海側の白樫(しらかし)の木を良く使います。
直径15cm~20cmくらいの若い木の芯をのぞいた部分、
外側の角にあたる部分が木の皮が接するくらいの位置で
柾目(※)に木取ると、一番固い良い材がとれます。
木の水平細胞(芯から外に向かって放射状にのびる管)が
台の下面に直角に当るので、摩耗にも強くなります。
(※同じ樫でも産地や切り旬によっても特性が違うので、
それぞれに合わせた製材が大切です。)
仕上がりよりもやや大きく木取った後は、
仕込んでからの狂いを極力避けるため、
しばらく乾燥している場所で保管して狂いをあらかじめ出しておき、
本仕込する前にもう一度削って厚みと長さを仕上がり寸法に近づけます。
【墨つけ】
 台堀りでもっとも重要な事は、掘る時に迷わないために、 台堀りでもっとも重要な事は、掘る時に迷わないために、
正確に墨をつける事です。
鉋台を削りだしていきなり仕込んでしばらく放っておくと、
1年後には約0.5mmほど縮んで裏がきつくなってしまいます。
私は墨つけをした後は幅を決めずにざっくり荒掘りし、
そのままの状態でさらに1年ほど保管して、
縮みを出しておくようにしています。

《阿保memo》 |
一番重要なのは、いい樫を手に入れられなくてもいいので、
まずは自分の手で台を仕込んでみること。
木の特性や、技術、理屈などはすべて
やってみて初めてわかっていくことです。
大工ならば自分の道具は自分で作る、という気概で
チャレンジしていきましょう! |
|
掘る

【定規】
これは掘る角度をいつもより良い角度でより正確に掘り進める為に堅木で作った定規です。
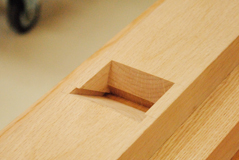
刃口【はくち・台の下の面で鉋の刃先が出入りするところ】を71°、
屑溜【くずだまり・台の上の面で鉋くずが出てくるところ】を65° の角度で設定しています。
これらの肝心なところは細心の注意を払いながら気持ちを刃先に集中して慎重に掘り進めます。
特に刃口は鉋の厚みより深く掘りすぎないように。
【鑿(のみ)と玄翁(げんのう)】
使用している道具は 玄翁…200匁 鑿…一寸四分
鑿の刃は前もって完璧に、特に裏をしっかり研いでおきます。
刃先は両サイドが軸になるようにまっすぐ揃っている状態がベストです。
刃先を下した時、真中が軸になってくるくる回るようでは、不安定でいい掘りはできません。
玄翁で叩くときはエネルギーを100%鑿の刃先に伝えられるよう、
鑿の掘り進めたい角度に合わせてきちんと玄翁が振れているかどうか。
鑿そのものの機能の理解と正確な技術が求められます。
鑿は削るというよりは、玄翁の叩く力で鑿を滑らせるように進めて行く感じ。
余計な力は入れず伝える意識で掘ると、鑿の刃先を必要以上に傷めることもなく仕上がりも美しい。
信じてもらえないかもしれませんが自分の場合、荒掘りした後でも触れただけで産毛を剃ることができるほど!
切れ味は落ちません。
実はこの場合は鑿で最も力を使うのは止める時なのです。
【押さえ溝】
刃口の次は、鉋刃の押さえ溝を彫りだします。
この時使用するのは押え挽きという鋸です。この鋸を入れる精度がとても大事。
少し細かい話になりますが、台の上の面から下の面へ鋸(のこ)の墨を入れたら、
両サイドは墨の内側に、真中は墨いっぱいに、断面でみると少し湾曲するように切れ目を入れます。
鋸の切れ目に従って丁寧に掘っていきます。
仕上げ
鉋そのものはかんな掛けをする時に刃の出し入れの精度が上がるようにある程度整えてはおきますが、
ひとつひとつ微妙に形が違うためそれぞれの形にしっくり合うように台を仕上げていきます。
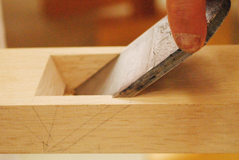
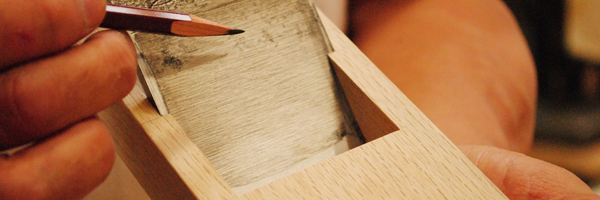
写真は背中なじみの工程。鉋の刃自体の両耳と背中に鉛筆をこすり色をつけ、
刃口に刺し込んで台との合わせ面に付いた鉛筆の跡から背中のあたり具合を見て、
余計なところを少しずつ、少しずつ削り取りすぎないように。
この作業をひたすら繰り返して、刃がきれいにおさまるように削っていきます。
《阿保memo》 |
刃を入れて様子を見る際はあまり叩かず少しずつ。
ここであまり入れ過ぎると台が割れてしまいます。
幅があまり緩くならないように常に平行を狙って、
刃の耳で切っていくように、
鉋の刃を素直に少しずつ入れていくのがポイント! |
|
 |
刃がきれいにおさまるようになったら、
仕上げも終盤です。 |
 |
写真では分かりづらいのですが、
ここで合砥(あわせど)ではなく
中砥(なかど)の砥石で研いだ鑿で、
表面を硝子で削ったようにざらつかせて削ります。
|
 |
そして、最後は800番で砥いだ
スクレーパーのような鑿で整えます。 |
《阿保memo》 |
鉋刃を台を叩かず手で差し込んだ時に刃口まで4mm
くらいのところで止まる程度のところで仕上げておいて、
表馴染に油を塗ると、差し込んだ時の刃の滑りが良くなり、
刃口まで1mmくらいのところまで刃が前に進みます。
こうしておくと、使うたびに緩まることもありません。 |
|
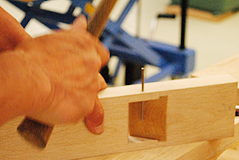
【押さえ釘】
押さえ釘(3寸釘)を取り付けます。ここでもやはり墨つけが一番重要です。
2枚目の写真は、毛引きを使って棒を平行に渡すための印をつけているところ。
押さえ釘の位置次第で、刃の安定感が全く変わってしまうので十分な注意が必要です。
裏座を入れても刃先の出入りが全くないように仕上げます。
【台ならし】
台の裏端【うらば・下の面】を鉋→立ち鉋→スクレーパーで丁寧に平にならし、面取りをして完成!
面取りは、1mm~1.5mmが適切です。
それ以上とりすぎると手が滑り、それ以下だと引っかかってしまい扱いにくくなります。
大工にとって、道具は体の一部であり、消耗品です。
私はこれまで鉋だけでも500丁以上は仕込んできました。
既製の常識にとらわれることなく、常により効率よく、
より優れた技術を生み出せるように探求し続けていくことも職人の仕事の一つだと思っています。
何より大切なことは、その道具が、なぜその形状をしているのかという理屈を知ることです。
そしてその上で、より自分のものとして納得のいくように研究し続けていくことです。
来月は「ものづくりは精神」というテーマで、ものづくりの原点を見つめ直していきたいと思います。
耕木杜代表 阿保昭則
|
|
|
|